甲醇产品中的杂质及其控制(三)
从预塔 的甲醇及温度分布看 ,混溶在 甲醇溶液中的产品这 些烷烃 ,主要集中干预塔顶部而大量进入预塔顶部 出塔气体中,中的杂质最终大部分聚集在预塔回流液中,控制少量 经放空进入大气。甲醇及如果这类杂质不在预塔回流液中 脱除,产品会造成预塔底部出液中这类杂质累积增高,中的杂质到 主塔后就无法脱除,控制产品就不合格。甲醇及 据此,产品我们在初馏物槽前增加油水分离器,中的杂质从预 塔顶出来的控制甲醇混合气水经冷凝器冷凝后首先进入 油水分离器 ,同时向油水分离器内加入 15%粗醇量 的甲醇及蒸汽冷凝水或稀醇水作萃取剂,用油水分离器底 部阀门调节液位,产品从玻璃板视镜中观察油层厚度,中的杂质待 积聚一定量后取出油状物(这种油状物可掺入到重 油中作燃料用,也可以作浮选剂用)。萃取分离共沸 物中的杂质后的甲醇水溶液从分离器底部管道 自动 流进初馏物槽 ,由回流泵打入预塔顶作回流。 但在萃取过程中必须注意:①萃取位置应选择 效果最佳位置;②萃取和分离过程要有恰当的停留 时间;③萃取剂用量要合理等。加水还可以起到提 高整个预塔温度的作用 。对脱除低沸物有利 ,但加水 量太多 ,则会影响系统 的生产能力和增加能耗 。 3.2.4 预塔 回流液采出 众所周知 。在精馏过程 中回流是不可少 的。但 在预塔系统不管采 取多少措施 ,在预塔 回液 中杂质 总会逐步积累。所 以采出少量 回流液 以保证回流液 也是不可少的一个措施 。根据我公司的经验采出量 为粗 甲醇入料量 的 1%~1.5%(体 积)。部位应在 预塔回流第二冷凝器冷凝液中采出,因为此处含杂 质最高,采出量可以小,且效果最佳。采出液集中到 收集槽外销或进行再处理得到品级较低 的精甲醇。 3.3 主塔精馏的杂质去 除 3.3.1 主塔回流液采出 主塔 回流液与 成 品质 量有 一定 差别 (参 见表 3),这说明主塔 回流液中也有杂质积累。为保证 回流 液质量以得到好 的成品质量 ,也需采取以下措施 :① 严格控制主塔回流冷凝器温度 ,使放空气 温度维持 在适 当的温度范围内,把低沸点杂质排入大气 ;②主 塔回流液采出,其采出量为预塔粗醇入料量的 1% ~ 1.5%(体积),对采出物处理与预塔采出的回流液 相同。 3.3.2 高沸点杂质脱除 前面已经说到 ,粗 甲醇 中含有水 、高级 烷烃 、高 级醇、烯烃、醛酮和有机酸等,这些物质沸点较高,有 些物质相互或和水形成共沸物,但沸点也较高。高 沸物主要在主塔中脱除。从主塔温度分布看,高沸 物杂质主要集 中于塔下部 ,随着塔底残液 排出。但 在生产过程 中,塔底残液 中甲醇含 量要小 于 1.0% (重量 ),塔底沸腾温度在 104~110℃之 间。所以高 沸物也要上移到塔顶 ,要解决这个 问题 ,必须严格控 制回流比,将回流比控制在 2.5~3.0之间。另外, 还要严格控制主塔板灵敏温度 ,选作灵敏塔板 的塔 板温度应该控制在 71-74℃之间。 3.3.3 乙醇的脱除 国家标准 中,对 精 甲醇中乙醇含 量没有 要求。但精甲醇是化工原料,故有的用户提出乙醇含量要 小于 50ppm。事实上,在生产甲醛时。乙醇含量过高 会引起甲醛溶液酸值高,严重时还会发生反酸现象。 即甲醛水溶液随停放时间延长而酸值不断上涨。另 外 ,乙醇的沸点为 78.YC,与水生成共沸 物的沸点 为 78.15℃(重量组成为乙醇 95.6%、水为 4.4%), 所 以如果精 甲醇 中乙醇 含量增高 ,水份也会增 高。 因此对乙醇的脱除十分必要。 从主塔温度分布看 ,塔中下部乙醇含量较高 ,它 将随着残液排出一部分,但也会上串进入产品中去。 我们采取在塔下部适当位置取出一部分溶液,采出 量为预塔粗醇人料量 的 3—4%,采 出物汇同前面得 到的采出物作同样处理。实践证明这个措施是有效 的:当粗 甲醇中乙醇含量为 600ppm 左右时,精 甲醇 中乙醇含量可小于 100ppm。当然 ,在处理 乙醇的过 程 ,其它杂质也相应得到一定处理 。 3.4 其它质量控制措施 3.4.1 严格原料及成品管理 正常生产时,粗甲醇的质量状况变化不会太大。 但是开车和停车阶段的物料必须严格分开。尤其是 回收废甲醇、停车放料及初馏物采出等,其中含有较 多的油和其它杂质,必须特别注意。如果开车的循 环液与这些料液混合,则使料液中的油分可超过正 常含量 的几倍甚 至几十倍 ,造成精馏塔 内油分及其 它杂质蒸汽压的增高,影响精甲醇质量。 3.4.2 根据粗甲醇生产工况调整精甲醇操作工艺 预防杂质在甲醇精馏系统中的累积,还应从操 作管理着手,根据粗 甲醇生产 中催化剂质量、使用情 况及粗 甲醇质量 ,注意调整甲醇精馏工艺条件和预 塔的初馏物采 出。一般在催化剂使 用初期 ,其活性 较好 ,反应温度 、压力不高 ,副反应少 。杂质生成量少 时,初馏 物采 出可少些 ;到中 、后期 ,催化剂逐渐衰 老,反应活性降低,反应温度、压力均升高,此时,副 反应增加,杂质生成量增多,需增加初馏物的采出。 3.4.3 加强生产过程管理 ,提高精甲醇质量 在生产过程中,应加强原料、半成品、成品的分 析检测,并利用 检测结果加强 甲醇生产过 程控 制。 例如在生产调度中,运用酸碱 中和原理 ,将精甲醇 中 间槽碱性产品和酸性产品合理搭配,从而使原来碱 值过高的产品由二级品中和为一级品。这样可以减 少返槽率 ,大大提高精 甲醇质量。 4 结束 语 精甲醇质量的好坏 ,关键在于技术控制和管理 控制。技术控制主要包括保持物料和热量的平衡稳 定。管理的控制主要包括工艺操作的稳定和到位。 我公司生产的精 甲醇历年保持优质品 100%的业绩 (参见表4),就是较好地加强了甲醇生产的技术与 管理控制的结果。 声明:本文所用图片、文字来源于2006年1月《甲醇与甲醛》,版权归原作者所有。如涉及作品内容、版权等问题,请与本网联系。 相关链接:乙醇,甲醛,甲醇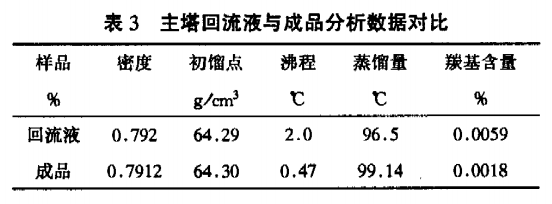
.png)
- 最近发表
- 随机阅读
-
- 南农晨读丨隐秘小镇
- 浩鼎說不清的利益,掩蓋翁啟惠學術光芒|天下雜誌
- 辽宁抚顺:全方位强化春节前市场监管
- 有效期7天 驾驶临时号牌车辆能躲避罚款吗
- 从业40年接触到最好的菜心!名厨大赞连州菜心,邀请食客过大年
- 康乐谈百年诺奖启示:“标准答案”型思维方式不可取—新闻—科学网
- 广西南宁市市场监管局规范社区电商经营行为
- 天气预报说,最近以分散性小雨为主,啥感受?
- 尝鲜正当时!从南到北春季果品大量上市
- 宿城:加强游泳场所监督检测 保障群众游泳卫生安全
- 歐盟委員會主席:歐盟無意與中國進行「脫鈎斷鏈」
- 南僑執行副總裁李勘文:別當只要利潤卻留下垃圾的企業|天下雜誌
- 河南省监狱管理局发布“18岁考生上岸”情况通报
- 雨用倒的! 新竹仁愛街停車場淹水「22車泡湯」
- 高速公路进入事故高发期 四张导流图指路(图)
- 綠藍白總統候選人出爐!賴清德籲要有「3點共識」凝聚台灣力量
- 安徽出台省级残疾人事业发展补助资金使用管理办法_
- 汉阴县凤台幼儿园组织开展新教师公开课观摩活动
- 党建引领助发展 产业脱贫共致富
- 我国今年入境游市场力推四大重点产品
- 搜索
-
- 友情链接
-